
Шасијата со лим е шасија која користи сеопфатен процес на обработка на ладно за метални листови (генерално под 6мм) за да се олади и да се формира. Техниките за обработка вклучуваат стрижење, удирање, сечење, комбинирање, преклопување, заварување, занишање, спојување, формирање (како што е автомобилско тело), итн. Неговата карактеристична карактеристика е дека дебелината на истиот дел е конзистентна. Бидејќи примената на лим метал станува сè пошироко распространета, дизајнирањето на делови од лим стана многу важен дел од индустрискиот развој на производите.
Шасијата со лим е вообичаена структурна компонента во електронската опрема, што се користи за заштита на внатрешните електронски компоненти и линиите за поврзување. Обработката на шасијата со лимци бара употреба на професионална опрема и алатки. Еве неколку најчесто користени шасии за лимОпрема за обработка и алатки.
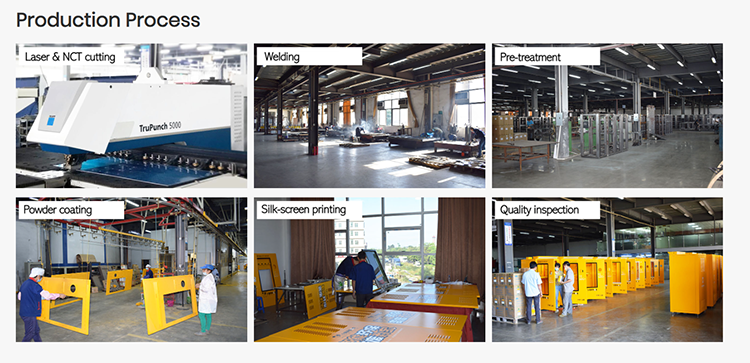
1.CNC машина за удар:
ЦПУ машина за ударе една од најчесто користената опрема при обработка на лим. Може да изврши прецизно удирање, сечење и други операции на лим метал според пред-програмираните цртежи. Машините за CNC Punch имаат карактеристики на висока ефикасност и висока прецизност и се погодни за масовно производство.

2. Машина за сечење:
Машината за сечење ласер користи високо-енергетски ласерски зрак за да се намали лим, кој може да постигне сложени форми и барања за сечење висока прецизност. Машините за сечење на ласер имаат предности на брза брзина, мала зона погодена од топлина и голема прецизност и се погодни за сечење на разни материјали.
3. Машината за забивање:
Машината за свиткување е уред што ги наведнува лимските плочи. Може да обработи рамни плочи со лим во свиткани делови од различни агли и форми. Машините за свиткување можат да се поделат на рачни машини за свиткување и машини за свиткување на ЦПУ. Изберете соодветна опрема според потребите за обработка.
Кога материјалот се наведнува, надворешните слоеви во заоблените агли се истегнуваат и внатрешните слоеви се компресирани. Кога дебелината на материјалот е константна, толку е помала внатрешната r, толку е потешка напнатоста и компресијата на материјалот; Кога затегнувачкиот стрес на надворешниот филе ја надминува крајната јачина на материјалот, ќе се појават пукнатини и паузи. Затоа, треба да се избегне структурата на дизајнот на заоблен дел, претерано мало радија на филето за свиткување.
4. Опрема за пренесување:
Заварување е потребно за време на обработката наШасија со лим. Најчесто користената опрема за заварување вклучува машини за заварување со лак, машини за заварување со заварување со гас, машини за ласерско заварување, итн. Изборот на опрема за заварување треба да се утврди врз основа на материјални својства, барања за заварување и карактеристики на процесите.

Методите за заварување главно вклучуваат заварување со лак, заварување на електрослаг, заварување со гас, заварување на плазма лак, заварување на фузија, заварување на притисок и лапнување. Заварувањето на производот со лим главно вклучува заварување со лак и заварување со гас.
Заварувањето со лак има предности на флексибилност, маневрирање, широка применливост и може да се користи за заварување на сите позиции; Користената опрема е едноставна, издржлива и има ниски трошоци за одржување. Сепак, интензитетот на трудот е висок и квалитетот не е доволно стабилен, што зависи од нивото на операторот. Погоден е за заварување на јаглероден челик, челик со ниска легура, не'рѓосувачки челик и не-ферозни легури како што се бакар и алуминиум над 3мм. Температурата и својствата на пламенот за заварување на гас може да се прилагодат. Изворот на топлина на заварување со лак е поширок од зоната погодена од топлина. Топлината не е толку концентрирана како лакот. Продуктивноста е мала. Тој е погоден за тенки wallsидови. Заварување на структури и мали делови, заварувачки челик, леано железо, алуминиум, бакар и легури, карбид, итн.
5. Опрема за третман на површина:
Откако ќе се обработи шасијата со лим, се бара површински третман за подобрување на отпорноста на корозијата и естетиката на производот. Најчесто користената опрема за третман на површини вклучува машини за песок, машини за експлозија на истрел, штандови за спреј за боја, итн. Изборот на опрема за површински третман треба да се утврди врз основа на барањата на производот и карактеристиките на процесите.

6. Алатки за мерење:
Потребни се точни димензионални мерења за време на обработката на шасијата со лим. Најчесто користените алатки за мерење вклучуваат клиничари, микрометри, мерачи на висина, итн.
7. Молтови:
Потребни се разни калапи за време на обработката на лимската метална шасија, како што се умираат умирања, свиткување умира, умира за истегнување, итн. Изборот на мувла треба да се утврди врз основа на формата и големината на производот.
Обработката на шасијата со лимци бара употреба на разновидна опрема и алатки. Изборот на соодветна опрема и алатки според различни барања за обработка може да ја подобри ефикасноста на обработката и квалитетот на производот. Во исто време, операторите исто така треба да имаат одредени знаења и вештини во обработката на металите за да обезбедат безбедност и мазност на процесот на обработка.
Време на објавување: Јануари-11-2024



